在低溫化學(xué)反應(yīng)、材料制備及生物樣本處理等領(lǐng)域,液氮反應(yīng)釜憑借其精準(zhǔn)的低溫控制能力與穩(wěn)定的反應(yīng)環(huán)境構(gòu)建能力,成為工業(yè)生產(chǎn)與科研實(shí)驗(yàn)中的關(guān)鍵設(shè)備。它以液氮為制冷介質(zhì),通過特殊的結(jié)構(gòu)設(shè)計(jì)與溫控系統(tǒng),實(shí)現(xiàn)對(duì)反應(yīng)過程溫度、壓力等參數(shù)的精準(zhǔn)調(diào)控,滿足不同領(lǐng)域?qū)Φ蜏胤磻?yīng)條件的嚴(yán)苛需求。
一、液氮反應(yīng)釜的核心構(gòu)成與技術(shù)原理
(一)核心構(gòu)成部件
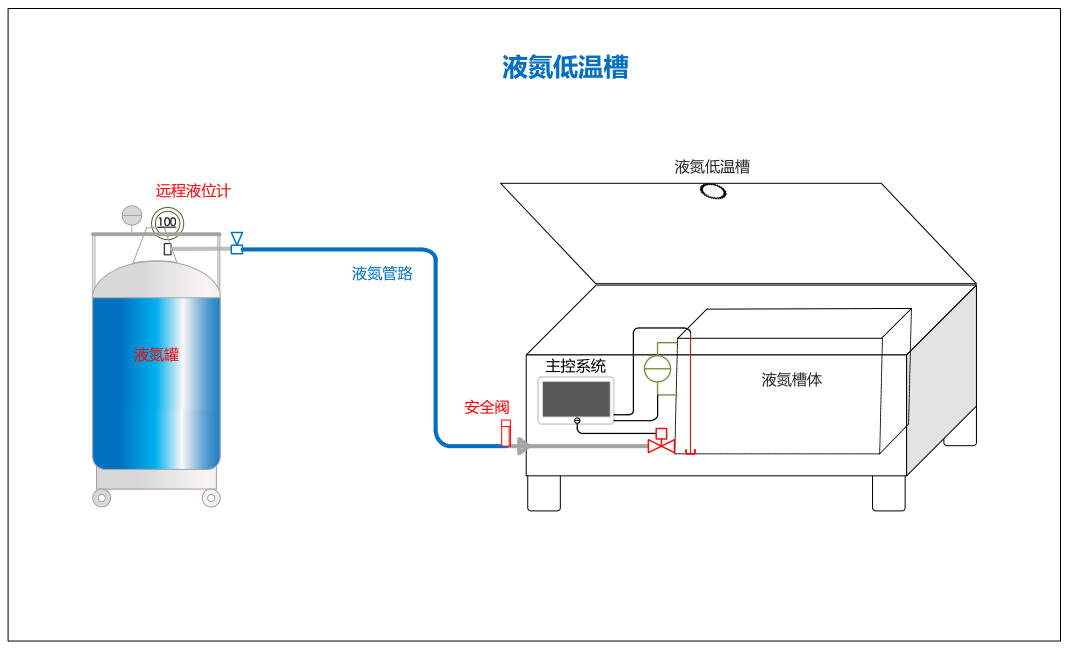
液氮反應(yīng)釜主要由釜體、液氮輸送系統(tǒng)、溫控系統(tǒng)、壓力控制系統(tǒng)及安全保護(hù)系統(tǒng)組成。釜體通常采用不銹鋼材質(zhì),內(nèi)壁經(jīng)過拋光處理以減少熱損失,部分特殊場(chǎng)景下會(huì)采用鈦合金或哈氏合金等耐腐蝕材質(zhì);液氮輸送系統(tǒng)包含液氮儲(chǔ)罐、輸送管道及流量調(diào)節(jié)閥,可根據(jù)反應(yīng)需求精準(zhǔn)控制液氮供應(yīng)量;溫控系統(tǒng)由溫度傳感器、控制器及加熱 / 制冷模塊構(gòu)成,能實(shí)時(shí)監(jiān)測(cè)釜內(nèi)溫度并通過反饋調(diào)節(jié)維持溫度穩(wěn)定,控溫精度可達(dá) ±0.5℃;壓力控制系統(tǒng)通過安全閥、壓力傳感器及泄壓閥,確保反應(yīng)過程中釜內(nèi)壓力處于安全范圍;安全保護(hù)系統(tǒng)則涵蓋超溫報(bào)警、超壓泄壓、液氮泄漏檢測(cè)等功能,保障設(shè)備運(yùn)行安全。
(二)低溫實(shí)現(xiàn)與反應(yīng)控制原理
液氮反應(yīng)釜的低溫環(huán)境主要通過液氮的相變制冷實(shí)現(xiàn)。液氮在標(biāo)準(zhǔn)大氣壓下的沸點(diǎn)為 - 196℃,當(dāng)液氮通過輸送管道進(jìn)入釜體夾層或直接噴淋至釜壁時(shí),會(huì)吸收釜內(nèi)熱量迅速汽化,從而降低釜內(nèi)溫度。溫控系統(tǒng)通過溫度傳感器實(shí)時(shí)采集釜內(nèi)溫度數(shù)據(jù),若溫度高于設(shè)定值,控制器會(huì)增大液氮供應(yīng)量或開啟輔助制冷模塊;若溫度低于設(shè)定值,則減少液氮供應(yīng)或啟動(dòng)加熱模塊(部分設(shè)備配備低溫加熱組件),通過動(dòng)態(tài)調(diào)節(jié)實(shí)現(xiàn)溫度穩(wěn)定。
在反應(yīng)控制方面,設(shè)備可通過攪拌裝置(如磁力攪拌、機(jī)械攪拌)確保反應(yīng)物均勻混合,同時(shí)配合流量控制系統(tǒng)精準(zhǔn)添加反應(yīng)物。對(duì)于需要惰性環(huán)境的反應(yīng),液氮反應(yīng)釜還可通過氮?dú)庵脫Q功能,將釜內(nèi)空氣排出,避免反應(yīng)物與氧氣、水分發(fā)生反應(yīng),進(jìn)一步提升反應(yīng)效率與產(chǎn)物純度。
二、液氮反應(yīng)釜的主要應(yīng)用場(chǎng)景
(一)化工與新材料領(lǐng)域
在化工合成中,部分反應(yīng)(如低溫聚合反應(yīng)、自由基反應(yīng))需要在低溫環(huán)境下進(jìn)行以抑制副反應(yīng)發(fā)生,液氮反應(yīng)釜可提供 - 50℃至 - 196℃的寬范圍低溫環(huán)境,滿足不同反應(yīng)需求。例如,在合成高性能彈性體時(shí),利用液氮反應(yīng)釜將反應(yīng)溫度控制在 - 80℃以下,可顯著提高產(chǎn)物的分子量分布均勻性;在新材料制備領(lǐng)域,液氮反應(yīng)釜可用于碳納米管、石墨烯等納米材料的低溫功能化改性,通過精準(zhǔn)控溫確保改性過程的穩(wěn)定性,提升材料的電學(xué)、力學(xué)性能。
(二)生物醫(yī)藥領(lǐng)域
生物醫(yī)藥領(lǐng)域中,液氮反應(yīng)釜廣泛應(yīng)用于疫苗制備、藥物合成及生物樣本處理。在疫苗生產(chǎn)過程中,部分病毒株需在低溫環(huán)境下進(jìn)行培養(yǎng)與滅活,液氮反應(yīng)釜可提供穩(wěn)定的低溫條件,保障疫苗的安全性與有效性;在藥物合成方面,如抗腫瘤藥物紫杉醇的半合成過程,需在 - 70℃左右的低溫下進(jìn)行酯化反應(yīng),液氮反應(yīng)釜的精準(zhǔn)控溫能力可提高反應(yīng)收率;此外,液氮反應(yīng)釜還可用于生物樣本的低溫保存前處理,如細(xì)胞懸液的低溫冷凍保護(hù)劑添加反應(yīng),確保樣本在冷凍保存過程中細(xì)胞活性不受損。
(三)食品與低溫加工領(lǐng)域
在食品工業(yè)中,液氮反應(yīng)釜可用于低溫萃取工藝,如從植物中提取天然色素、精油等活性成分。低溫環(huán)境能有效避免活性成分因高溫而分解,提升提取物的純度與營養(yǎng)價(jià)值。例如,在提取茶多酚時(shí),利用液氮反應(yīng)釜將萃取溫度控制在 - 40℃以下,可減少茶多酚的氧化損失,提取率較傳統(tǒng)常溫萃取提高 15% 以上;此外,液氮反應(yīng)釜還可用于特殊食品的低溫加工,如低溫粉碎堅(jiān)果、制備冷凍面團(tuán)等,保持食品的口感與營養(yǎng)成分。
三、液氮反應(yīng)釜的安全運(yùn)維要點(diǎn)
(一)操作前的安全檢查
在啟動(dòng)液氮反應(yīng)釜前,需對(duì)設(shè)備進(jìn)行全面檢查:確認(rèn)液氮儲(chǔ)罐液位正常,輸送管道無泄漏、堵塞;檢查溫控系統(tǒng)、壓力控制系統(tǒng)及安全保護(hù)系統(tǒng)是否正常運(yùn)行,溫度傳感器、壓力傳感器校準(zhǔn)合格;檢查釜體密封性能,確保無氣體泄漏;操作人員需穿戴專用防護(hù)裝備,如低溫手套、護(hù)目鏡、防液氮防護(hù)服,避免液氮接觸皮膚造成凍傷。
(二)運(yùn)行中的安全控制
設(shè)備運(yùn)行過程中,需實(shí)時(shí)監(jiān)控釜內(nèi)溫度、壓力及液氮液位,避免超溫、超壓運(yùn)行。若發(fā)現(xiàn)溫度異常波動(dòng),應(yīng)及時(shí)檢查液氮供應(yīng)系統(tǒng)與溫控模塊,排除故障;若出現(xiàn)壓力過高,需立即開啟泄壓閥,并檢查反應(yīng)物是否存在異常反應(yīng);嚴(yán)禁在設(shè)備運(yùn)行時(shí)拆卸釜體或打開密封蓋,防止液氮泄漏引發(fā)安全事故。此外,需定期清理釜內(nèi)殘留物,避免雜質(zhì)影響反應(yīng)效果或腐蝕釜體。
(三)設(shè)備維護(hù)與故障處理
液氮反應(yīng)釜的日常維護(hù)需重點(diǎn)關(guān)注以下方面:定期檢查液氮輸送管道的保溫層,防止管道結(jié)霜或凍裂;每季度對(duì)溫控系統(tǒng)、壓力控制系統(tǒng)進(jìn)行校準(zhǔn),確保參數(shù)準(zhǔn)確;每年對(duì)釜體進(jìn)行耐壓測(cè)試與腐蝕檢測(cè),及時(shí)更換老化部件;若設(shè)備出現(xiàn)液氮泄漏,應(yīng)立即停止運(yùn)行,關(guān)閉液氮供應(yīng)閥門,通風(fēng)排出泄漏的液氮,待環(huán)境溫度恢復(fù)正常后再進(jìn)行故障排查與維修。
四、結(jié)語
液氮反應(yīng)釜作為低溫工藝領(lǐng)域的核心設(shè)備,其技術(shù)性能直接影響反應(yīng)效率、產(chǎn)物質(zhì)量與操作安全。隨著化工、生物醫(yī)藥、新材料等領(lǐng)域?qū)Φ蜏毓に囆枨蟮牟粩嗵嵘旱磻?yīng)釜正朝著智能化、大型化、多功能化方向發(fā)展,如集成自動(dòng)化控制系統(tǒng)實(shí)現(xiàn)遠(yuǎn)程監(jiān)控與操作、開發(fā)大容量釜體滿足工業(yè)化生產(chǎn)需求、新增在線取樣與分析功能提升反應(yīng)過程的可控性。未來,通過持續(xù)的技術(shù)創(chuàng)新與優(yōu)化,液氮反應(yīng)釜將在更多高端領(lǐng)域發(fā)揮重要作用,為產(chǎn)業(yè)升級(jí)與科研突破提供有力支撐。